3D-Druck – Tutorials
- Beleuchtung am Druckkopf des Bambu Lab P1S nachrüsten


Wer einen 3D‑Drucker mit einem weitgehend geschlossenen Druckkopfgehäuse besitzt – wie den Bambu Lab P1S – kennt das Problem: Während des Druckvorgangs ist nur schwer zu erkennen, was direkt an der Nozzle passiert. Gerade bei der Fehleranalyse des Druckbildes oder beim Beobachten der ersten Layer liegt der kritische Bereich unter der Düse oft im Schatten.
Selbst die handelsüblichen LED‑Nachrüstlösungen für den P1S schaffen hier nur bedingt Abhilfe. Durch die Bauform des Druckkopfs wirft dieser weiterhin einen eigenen Schatten auf den Nozzle‑Bereich, sodass genau dort, wo Licht am dringendsten benötigt wird, nur eine unzureichende Ausleuchtung vorhanden ist. Aus diesem Grund habe ich mich entschieden, eine direkte Beleuchtung im Nozzle‑Bereich nachzurüsten.
Bei der Recherche im Internet bin ich auf einige durchaus kreative Lösungen gestoßen. Dabei fiel mir jedoch auf, dass viele Videoersteller die LEDs fest direkt am Druckkopf verkabeln. Für den P1S war dies für mich keine Option: Die Druckkopfabdeckung löst sich gelegentlich selbstständig – sei es durch Vibrationen oder durch ein Hängenbleiben an sich gelösten Stützstrukturen. Eine feste Verkabelung hätte hier ein erhöhtes Risiko für Kabelabrisse oder Folgeschäden bedeutet.
Um dieses Problem zu umgehen, habe ich eine Alternative entwickelt, die nach dem gleichen Prinzip funktioniert wie die originale Druckkopfbefestigung. Zum Einsatz kommen Pogo‑Pins mit integrierten Magneten, die gleichzeitig für Halt sorgen und die Versorgungsspannung der LED über Kontaktpins an die Front des Druckkopfgehäuses übertragen. Dadurch ist sichergestellt, dass sich der Druckkopf auch im Fehlerfall weiterhin unkompliziert und schadlos lösen kann.
Die Entwicklung dieser Lösung war allerdings alles andere als trivial. Allein die Positionierung der Pin‑Stecker erforderte mehrere Anläufe, da verschiedene Pin‑Typen getestet werden mussten. Zusätzlich sollte weiterhin gewährleistet sein, dass sich der Druckkopf problemlos zerlegen lässt – beispielsweise zum Wechsel der Nozzle oder zur Reinigung des Extruders.
Eine externe Spannungsübergabe außerhalb des Druckkopfes kam aufgrund der beengten Platzverhältnisse, der Verfahrwege des Druckkopfs sowie der Schleppkette nicht infrage. Daher fiel die Entscheidung, die Spannungsübergabe innerhalb des Gehäuses unter der Abdeckung zu realisieren.
Weitere Herausforderungen ergaben sich durch die Zugänglichkeit des PTFE‑Schlauchs, des Lüfters sowie durch die stabile Befestigung der Übergabestelle sowohl am Druckkopf als auch an der Abdeckung selbst. Insgesamt waren über 20 Versionen notwendig – inklusive Vermessen, Drucken, Positionieren und Anpassen – bis die optimale Geometrie und finale Position gefunden waren.
Die folgende Anleitung zeigt mein Vorgehen, die aufgetretenen Probleme sowie die jeweiligen Lösungsansätze. Ja, der Weg war aufwendig – aber genau so sieht Prototypenentwicklung in der Praxis aus. Rückblickend kann ich sagen: Der Aufwand hat sich definitiv gelohnt. Mit dem heute vorhandenen Wissen ließe sich das Projekt deutlich schneller umsetzen, doch der Weg dorthin war ein kontinuierlicher Lernprozess in mehreren technischen Bereichen.
Die Entwicklung selbst entstand durch die vielen, notwendigen Anpassungen recht detailiert im Fusion.
 Druckkopfabdeckung aufgesteckt
Druckkopfabdeckung aufgesteckt
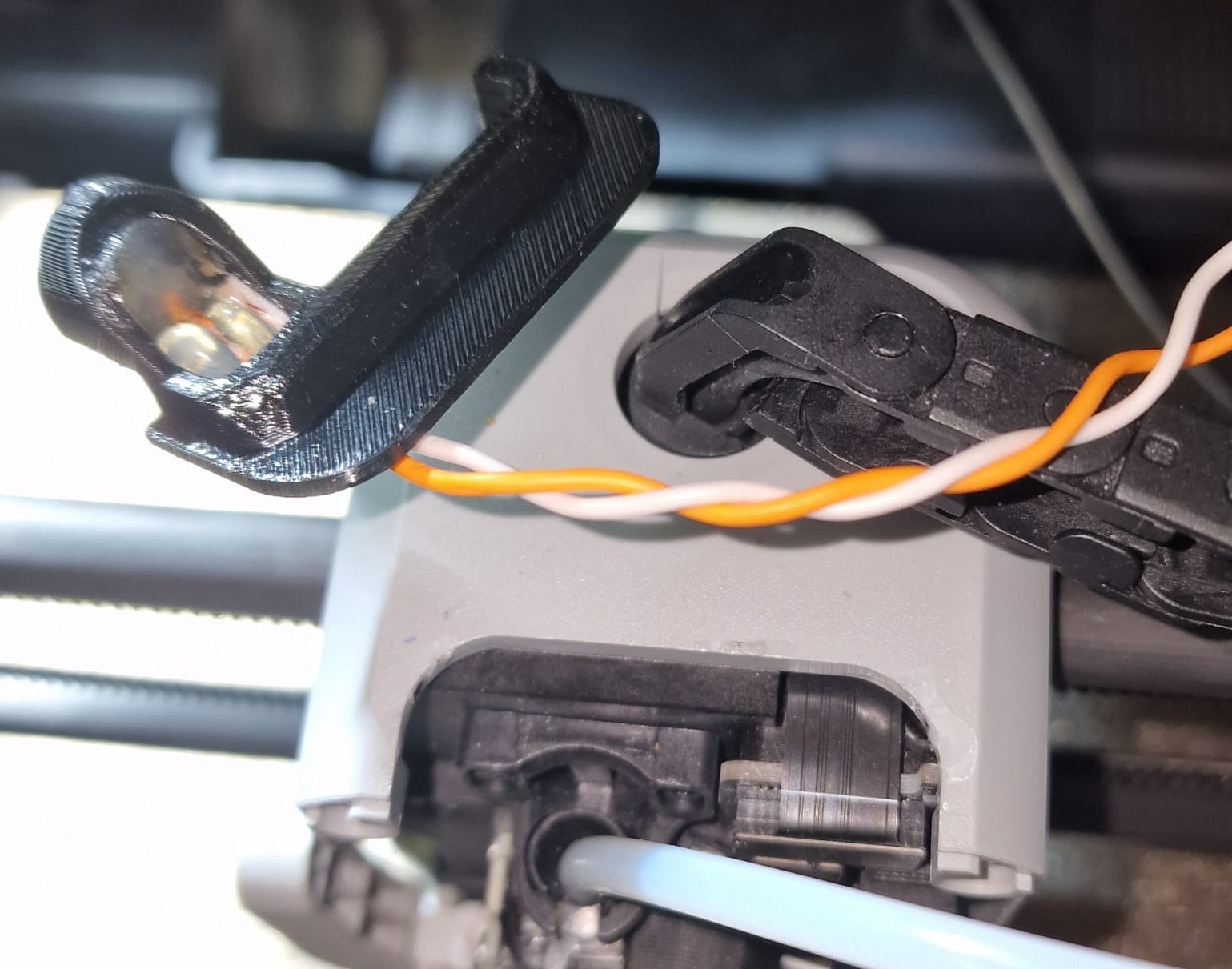
Druckkopfabdeckung abgenommen
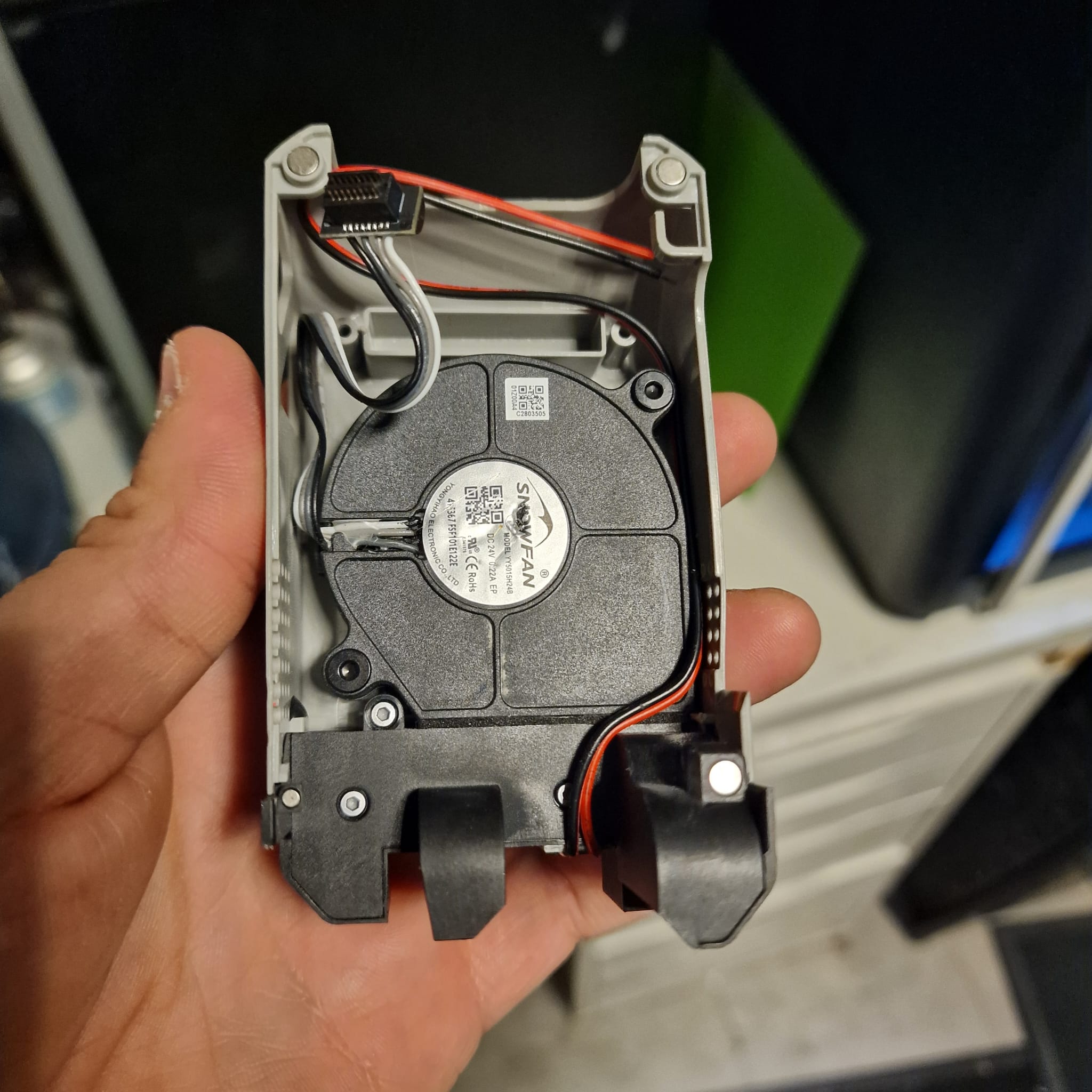
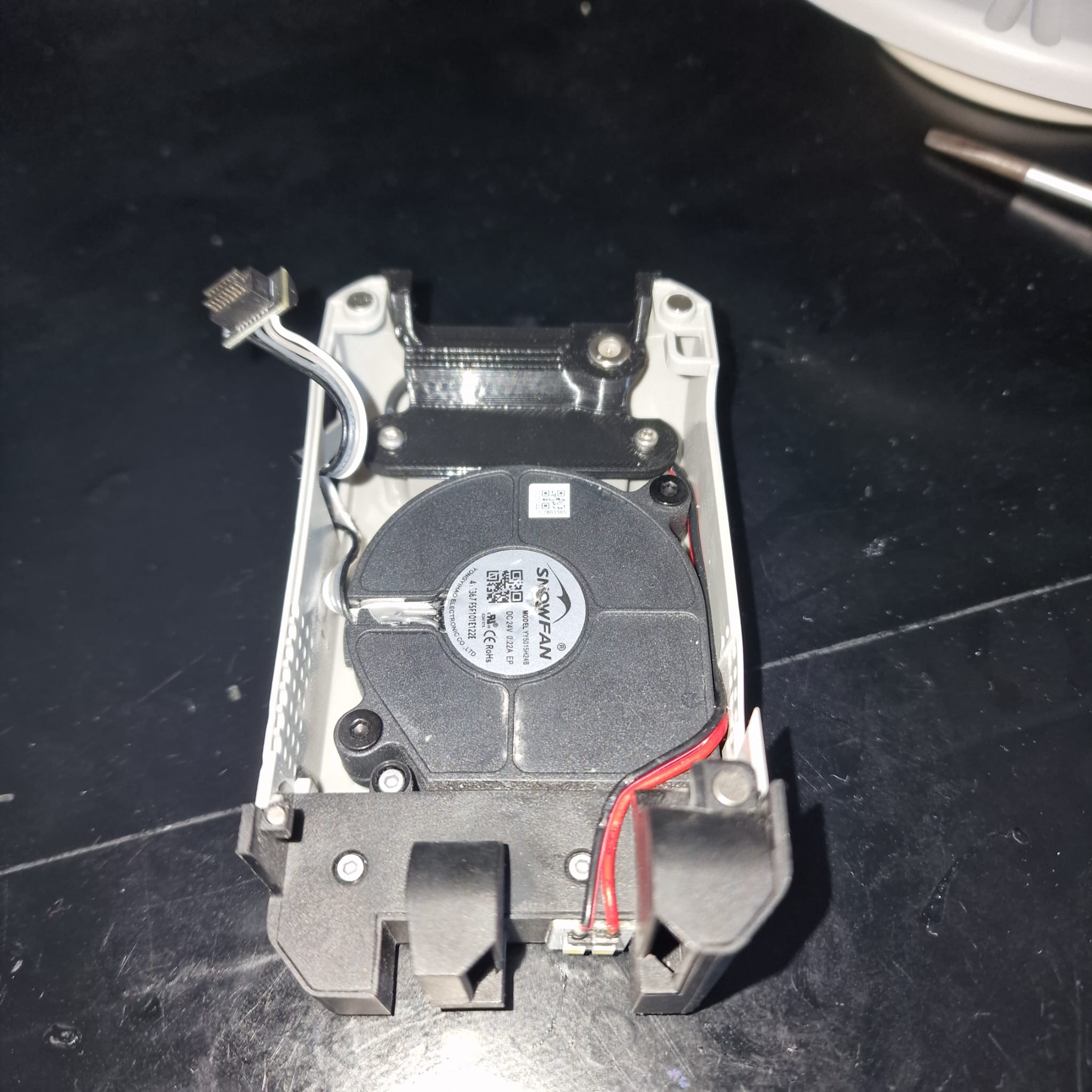
 Druckkopfabdeckung abgenommen (Rückansicht)
Druckkopfabdeckung abgenommen (Rückansicht)Die Materialien
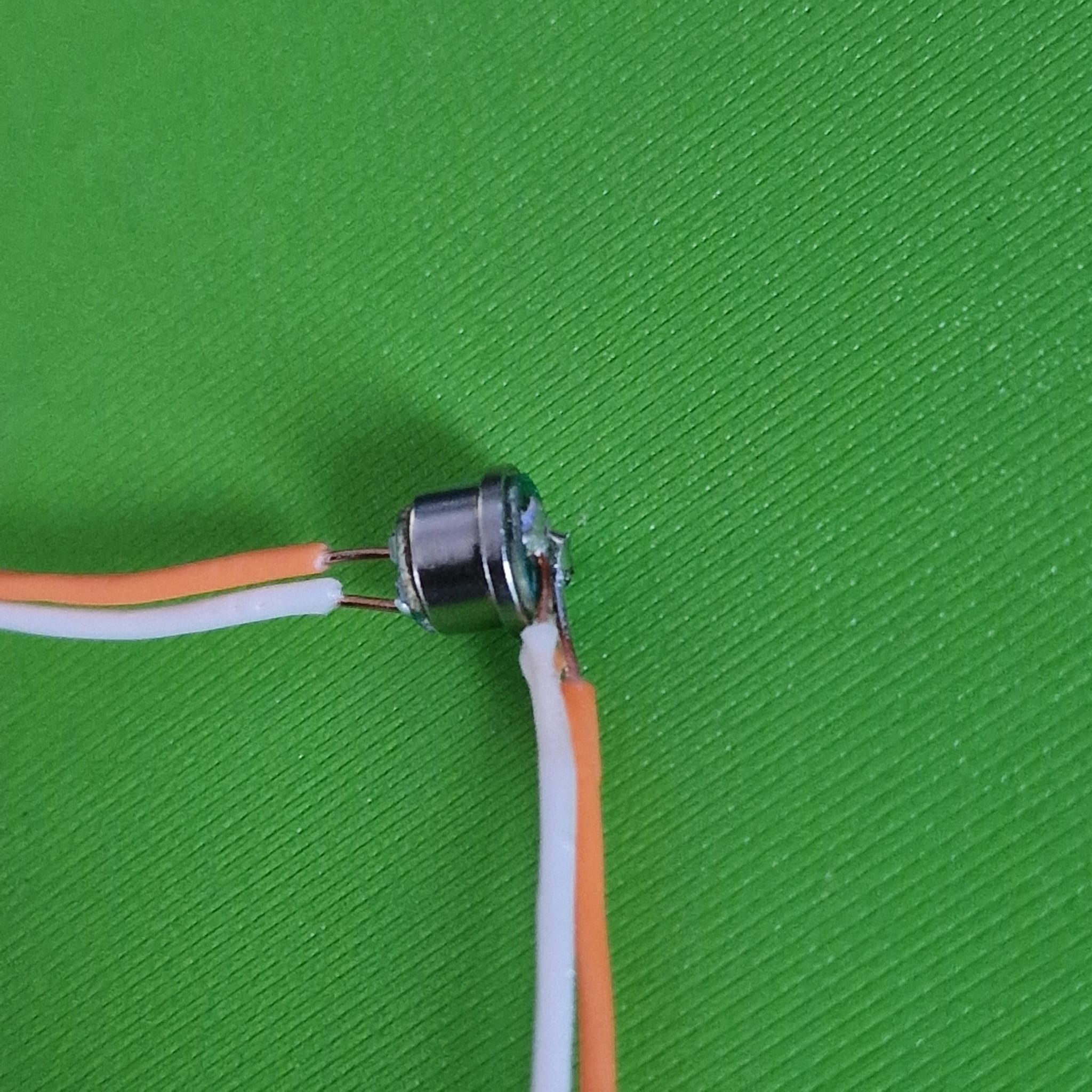
Verwendet wurde unter allen getesteten Stromübergabekontakten dieser Pogo‑Pin, da im Vergleich zu anderen Varianten der Einbauwinkel keine Rolle spielt und die Geometrie im Hinblick auf eine mögliche Verdrehung während der Montage deutlich günstiger ist.
Darüber hinaus bietet dieser Pin einen weiteren entscheidenden Vorteil: Die Lötpunkte befinden sich nicht direkt auf den Pins. Dadurch wird die Lötarbeit erheblich erleichtert, da sich die Pins bei zu großer Hitzeentwicklung nicht so leicht lösen, wie es bei anderen Bauformen der Fall ist.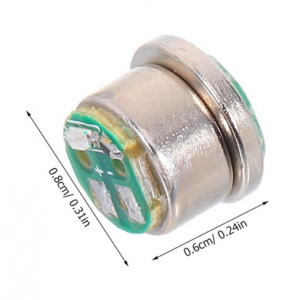

Preis für 3er Set ca. 11 €
(Amazon 2026)
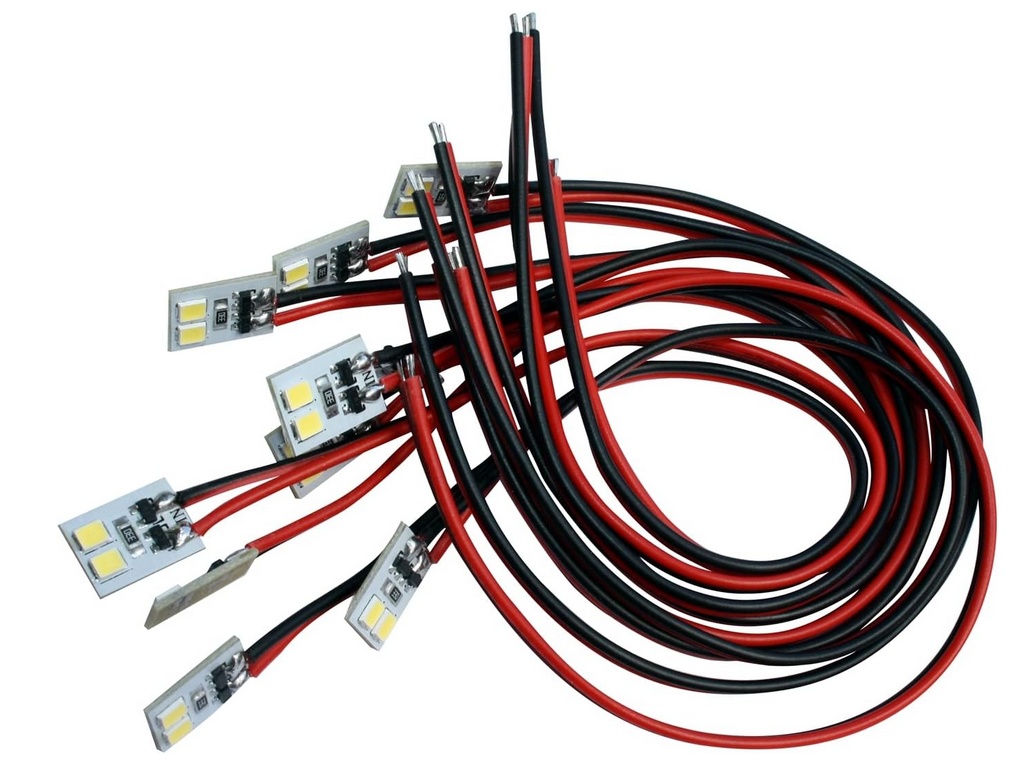
Bei der verwendeten LED handelt es sich um eine fertig bestückte Einheit, bestehend aus zwei kaltweißen 2×3528‑SMD‑LEDs inklusive eines 1000‑Ohm‑Vorwiderstands.
Dadurch ergeben sich flexible Anschlussmöglichkeiten an 5–8 V (wie sie beim Bambu Lab P1S anliegen) sowie alternativ an 10–19 V. Somit eignet sich diese LED ideal für den direkten Spannungsabgriff an der vorhandenen Originalbeleuchtung.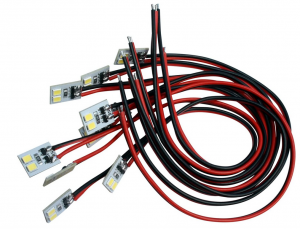
Preis für 10er Set ca. 12 €
(Amazon 2026)
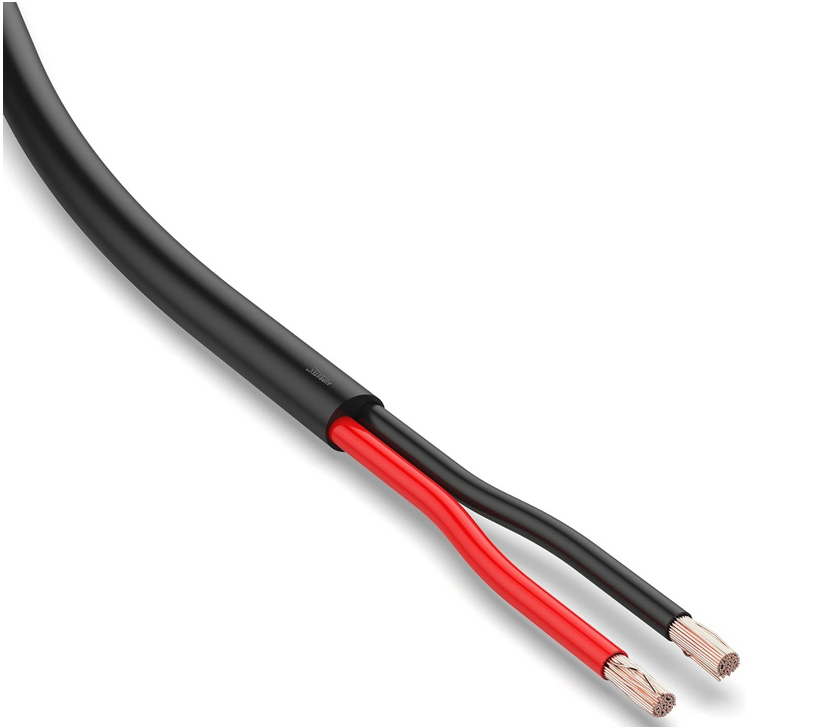
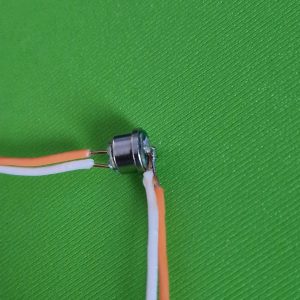
Als Leitung kam ein Kabel vom Typ FLRYY I mit einem Querschnitt von 2×1 mm² zum Einsatz, das sich für diesen Anwendungsfall als ideal erwiesen hat. Benötigt wurde eine Länge von etwa 1 Meter, um die Verbindung zwischen dem Anschlusspunkt der Spannungsversorgung und dem Pogo‑Pin‑Übergabekontakt am Druckkopf herzustellen.
Preis für 10m ca. 25,69 €
(Amazon 2026)
Zur Befestigung der beiden Bauteile am Druckkopf kam Sekundenkleber in einer 3g‑Tube zum Einsatz. Diese Klebergröße verwende ich grundsätzlich, da sie sich gut dosieren lässt und für kleine, präzise Verklebungen perfekt geeignet ist.
Preis für 20er Set ca. 11 €
(Amazon 2026)
Montage im Bauraum
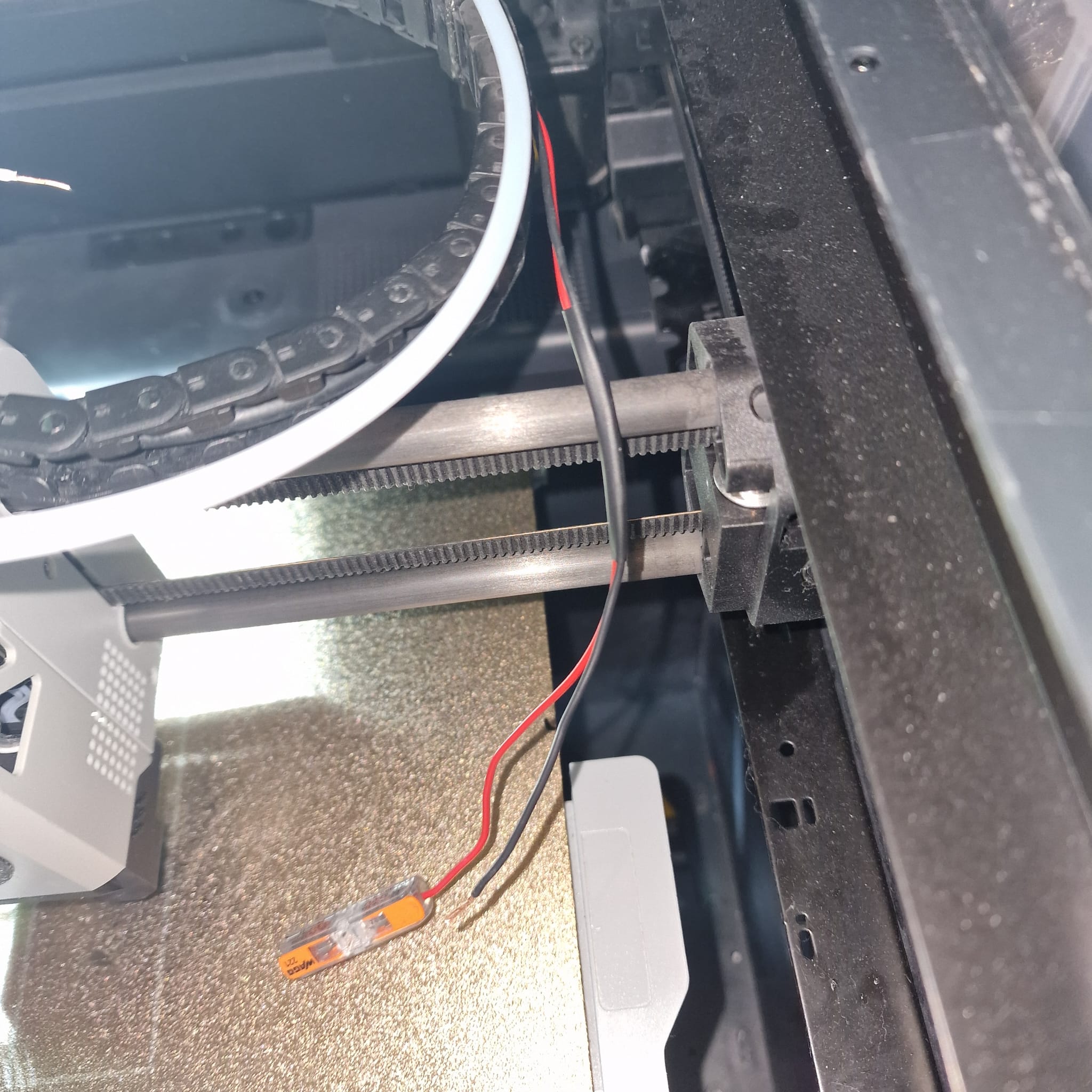
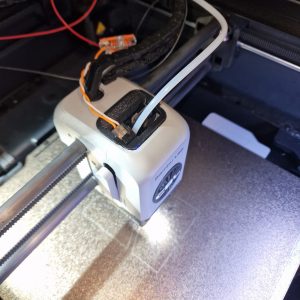
Zunächst mussten die Abdeckstreifen entfernt werden, um Zugang zur Verkabelung der originalen Innenbeleuchtung zu erhalten. Dabei befindet sich vorn links im Bauraum, direkt hinter dem Bedienpanel, ein mit Klebeband fixierter Bereich. Nach dem Entfernen dieses Klebestreifens wird der Stecker der P1S‑Innenbeleuchtung sichtbar.
Da mein P1S bereits zuvor von mir mit einer LED‑Magnetleistenbeleuchtung nachgerüstet wurde, befand sich an dieser Stelle bereits eine kleine Platine, die sich ideal als Abgriffspunkt für die zusätzliche Druckkopfbeleuchtung eignete. Falls keine nachgerüstete Innenbeleuchtung vorhanden ist, muss die Spannungsversorgung an dieser Stelle separat von der originalen Innenbeleuchtung abgegriffen werden.
Der verwendete Stecker stammt ursprünglich von der serienmäßigen Innenbeleuchtungsleiste auf der linken Seite. Diese war durch die Magnetleisten‑LED nicht mehr erforderlich und wurde später vollständig demontiert.Im nächsten Schritt erfolgte die Verlegung der FLRYY‑I‑Leitung entlang der linken Gehäuseseite bis zur Schleppkette und von dort weiter in Richtung Druckkopf. Im Bereich der Schleppkette wurde der originale Kabelmantel entfernt und in regelmäßigen Abständen durch Schrumpfschlauch ersetzt. Diese Maßnahme erhöht die Flexibilität der Leitung innerhalb der Schleppkette und reduziert gleichzeitig die mechanische Belastung der Leitung bei den Bewegungen des Druckkopfs.


Montage in der Druckkopfabdeckung

Ausdruck der konstruierten Hotenddruckteile 
Montage der LED an der Unterseite der Druckkopfabdeckung
Verlöten der Pogo-Kontakte und Durchgangsprüfung mittels Multimeter 
Kabelverlegung in der Druckkopfabdeckung  Im nächsten Schritt erfolgte das Neuverlöten der Anschlussleitungen sowie das Einkleben des Pogo‑Kontakts mit einem definierten Überstand von 0,5 mm. Anschließend wurde der Einsatz mittels 3‑mm‑Schrauben in der im Druckkopf vorhandenen Aussparung verschraubt.
Im nächsten Schritt erfolgte das Neuverlöten der Anschlussleitungen sowie das Einkleben des Pogo‑Kontakts mit einem definierten Überstand von 0,5 mm. Anschließend wurde der Einsatz mittels 3‑mm‑Schrauben in der im Druckkopf vorhandenen Aussparung verschraubt.
Dementsprechend wurde der Einsatz passformgenau konstruiert, um eine sichere Fixierung zu gewährleisten.

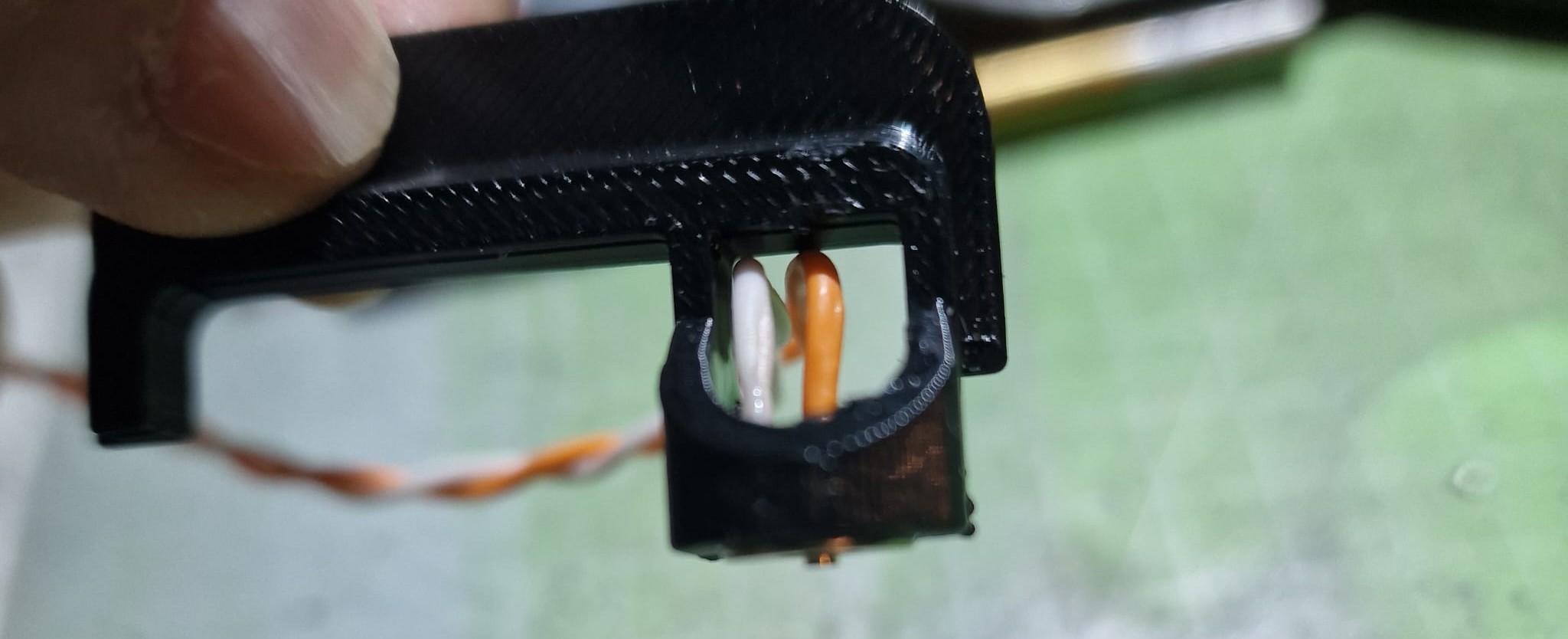
Einsetzen des Druckkopfseitigen Druckteiles nach einkleben der Pogo-Kontaktgegenseite, ebenfalls mit einem Überstand von 0,5mm über dem Druckteil.
Im Anschluss erfolgte der Anschluss an die Spannungsversorgung sowie ein abschließender Funktionstest. Hierbei ist besonders auf folgende Punkte zu achten:- Die Druckkopfabdeckung muss vollständig und ohne Spaltmaße auf dem Druckkopf aufsitzen, da sonst kein zuverlässiger Kontakt gewährleistet ist.
- Die Kontakte müssen sauber und exakt parallel zueinander eingeklebt worden sein, um Wackelkontakte zu vermeiden.
- Das Einkleben des auf dem Druckkopf zu befestigenden Druckteils sollte erst dann erfolgen, wenn die Position nachweislich zu 100 % korrekt ausgerichtet ist.
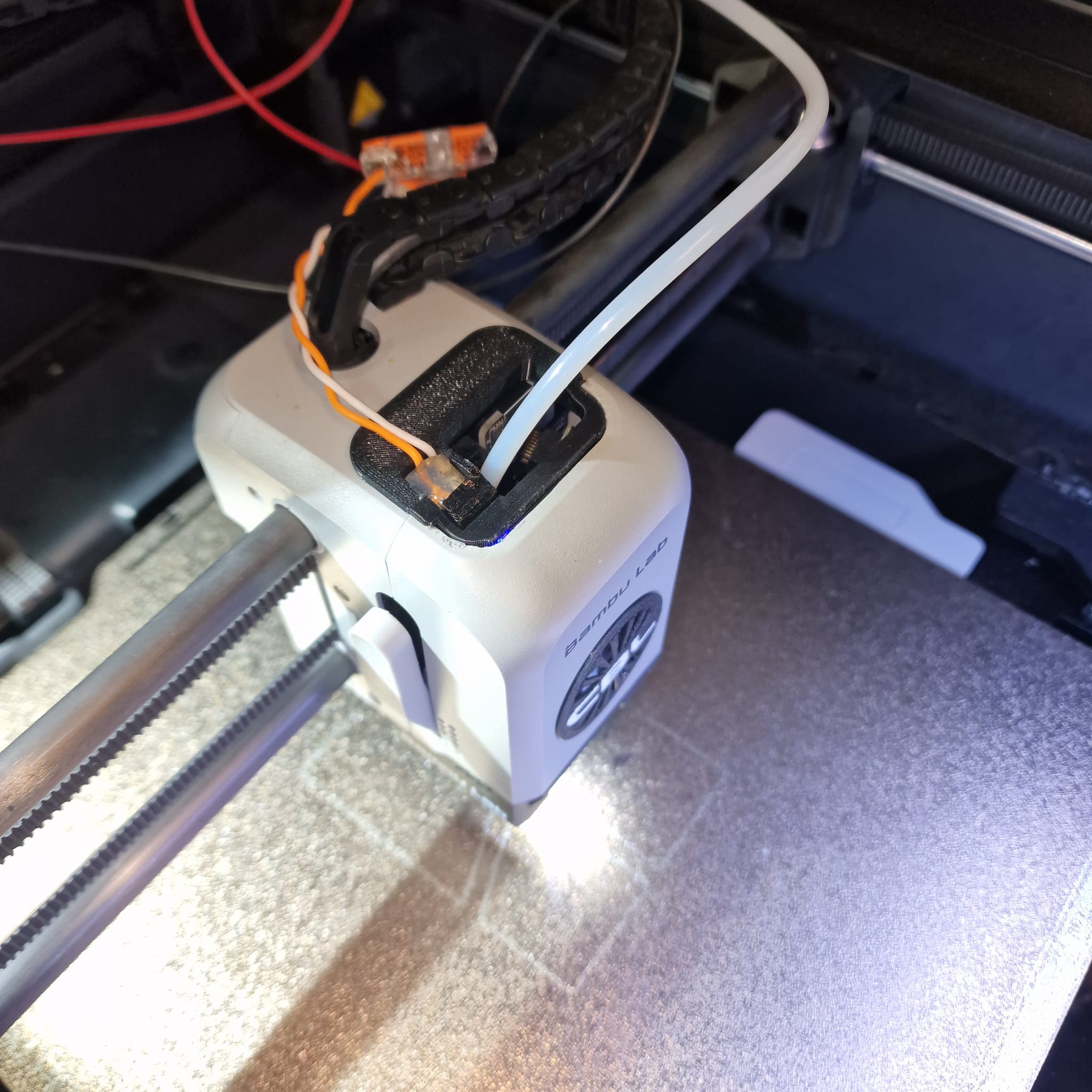
Im Nachhinein habe ich mich dazu entschieden, die kurzen und starren Leitungen des vorangegangenen Durchgangstests auf der Druckkopfseite zu belassen. Diese wurden anschließend mit den eigentlichen Zuleitungen verlötet und mit Schrumpfschlauch isoliert.
Zusätzlich wurde die Leitungseinführung in Richtung des Pogo‑Kontakts mit Heißkleber stabilisiert, um die mechanische Belastung an dieser Stelle weiter zu reduzieren.

Druckkopfbeleuchtung fertig montiert
Achtung: Beim Verlegen und Verlöten der Anschlüsse muss der Drucker zwingend vom Stromnetz getrennt sein. Andernfalls besteht die Gefahr, dass die Elektronik des Druckers beschädigt wird.
CBL übernimmt keinerlei Haftung für Schäden jeglicher Art, die im Zusammenhang mit der Installation oder dem Betrieb der beschriebenen Beleuchtung entstehen können. Die Umsetzung erfolgt auf eigene Verantwortung.
- Die Druckkopfabdeckung muss vollständig und ohne Spaltmaße auf dem Druckkopf aufsitzen, da sonst kein zuverlässiger Kontakt gewährleistet ist.
- Perfekte Stützstrukturen nutzen und glatte Unterseiten erhalten
Sicher jeder im 3D-Druck hatte schon einmal dieses Thema! Flächen von Überhängen sehen nicht wirklich schön aus und müssen eventuell nachgeschliffen werden. Bei Objekten mit speziellen Materialien wirkt sich das oft negativ auf die Sichtflächen aus. Glänzende Objekte werden an den Schleifstellen stumpf und matt, durchsichtige Drucke werden milchig und Farben verlieren ihren Effekt.
Die Lösung ist eigentlich recht simpel. Mit optimierten Einstellungen im Slicer oder kostruktiven Lösungen kann man deutlich bessere Ergenisse erzielen, welche ein Nachbearbeiten oft unnötig machen.
Hier sind unsere 2 Beispiele aufgeführt, wie wir dieses Problem effektiv gelöst haben.
Möglichkeit 1
Optimale Slicereinstellungen für das jeweilige Filament sind Grundvoraussetzung bei der Nutzung von Stützstrukturen. Sie erleichtern das Lösen und sorgen für glatte Flächen. Wie sich aus der Praxis zeigt, um Stützen leicht zu entfernen su können, sind gar nicht soviel Bedingungen notwendig.
Neben den Einstellungen für den „Oberen Z-Abstand“ und den oberen und unteren Schalenschichten, hat sich die Baumstruktur als „am effizientesten“ erwiesen.
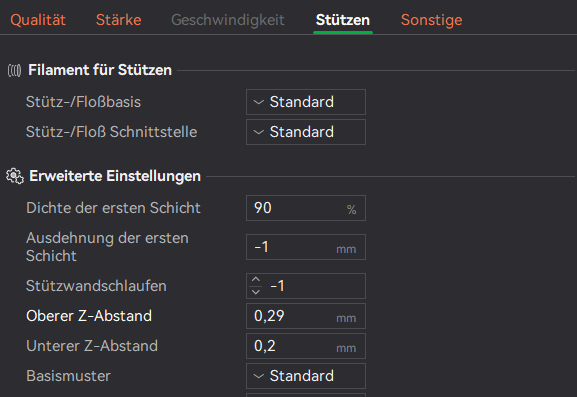
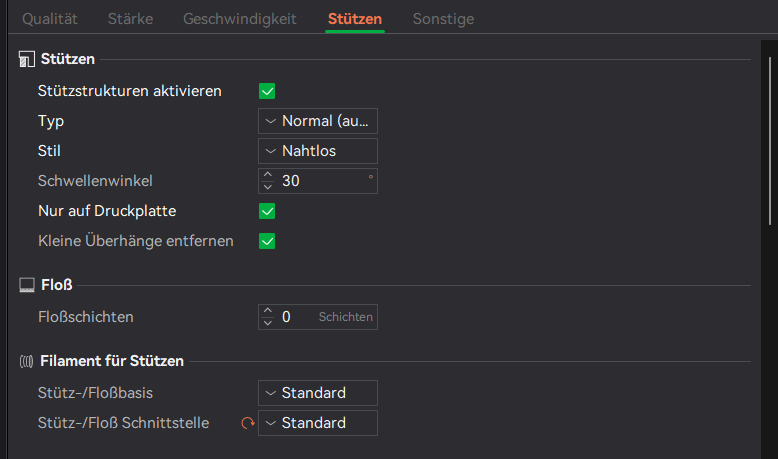
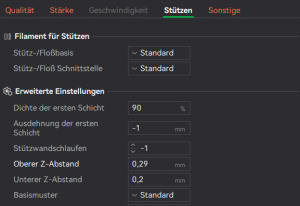
Unsere Einstellungen für das Bambu-Studio
Wärend wir die meisten Einstellungen auf „Standard“ belassen können, setzen wir den oberen Z-Abstand auf 0,29 mm. Dies sorgt dafür das sich Stützen leicht lösen und eventuelle Layerreste leicht entfernen lassen!
Möglichkeit 2
Auch bei der Verwendung der Einstellungen aus Möglichkeit 1, mit denen sich rund 90 % aller Strukturen problemlos drucken lassen, gibt es dennoch Sonderfälle. Einige Druckteile weisen extrem großflächige Überhänge auf und müssen aufgrund der notwendigen Druckausrichtung zur Gewährleistung der Bauteilstabilität zwingend richtungsgebunden gefertigt werden.
Hier spielen AMS‑fähige Mehrspulendrucker ihre Stärken aus.Drucken mit Trennschichten – ein völlig anderer AnsatzDie Herangehensweise unterscheidet sich grundlegend von herkömmlichen Stützstruktur‑Strategien, denn das AMS ermöglicht das sogenannte „Drucken mit Trennschichten“.
Dabei werden zunächst Einstellungen gewählt, bei denen die Support‑Struktur direkt bis unter das Bauteil gedruckt wird. Anschließend erfolgt ein Materialwechsel, bei dem die oberste Schicht des Supports mit einem Fremdmaterial gedruckt wird. Die Wahl dieses Fremdmaterials ist abhängig vom verwendeten Druckobjektmaterial. Beispielsweise bilden PETG und PLA einen sehr guten Material‑Gegensatz, der sich hervorragend für diesen Zweck eignet. Werden diese Materialien jeweils wechselseitig als Trennschicht eingesetzt, lassen sie sich besonders sauber und zuverlässig vom eigentlichen Druckobjekt lösen, da dieses Material nicht mit dem eigentlichen Druckmaterial des Bauteils vermilzt.
Der entscheidende Vorteil zeigt sich beim darauffolgenden Schritt:
Der erste Layer des Überhangs wird nun wieder auf einem Qualitätsniveau gedruckt, as mit dem Druck auf der Druckplatte vergleichbar ist – ein enormer Gewinn für Oberflächenqualität und Maßhaltigkeit.
Voraussetzungen und wichtige Hinweise
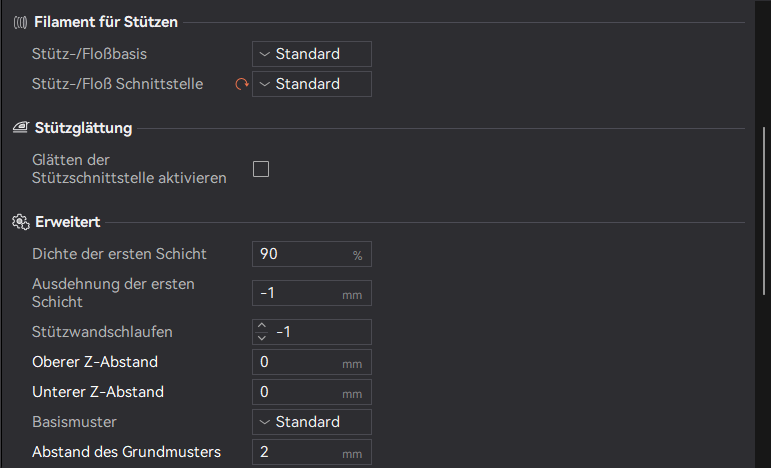
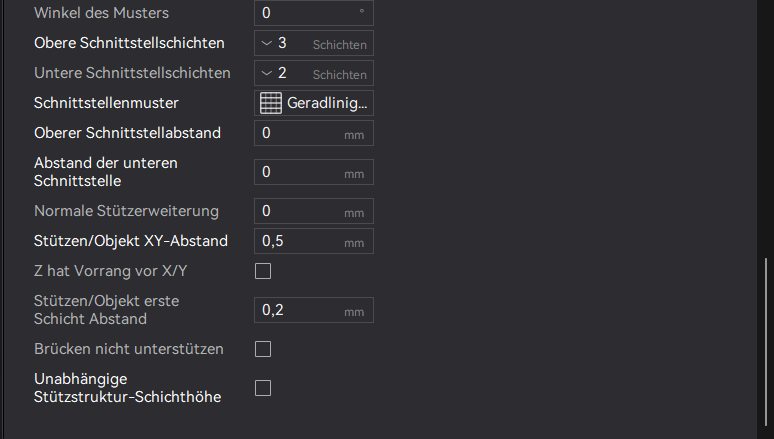
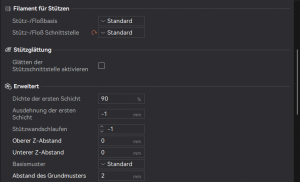
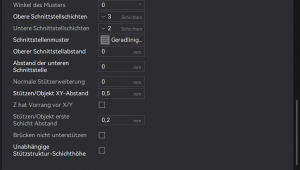
Damit dieses Verfahren zuverlässig funktioniert, sind jedoch spezielle Einstellungen zwingend erforderlich. Die von uns verwendeten Einstellungen für den Bambu Lab P1S, die Sie in den nachfolgenden Bildern finden, stellen hierfür bei baugleichen Geräten eine sehr gute Ausgangsbasis dar.
Wichtig ist dennoch der Hinweis:Auch diese Einstellungen sind kein Allheilmittel.
Abhängig vom jeweiligen Druckobjekt kann eine Feinjustierung, ebenso wie das manuelle Hinzufügen von Aufmalstützen, weiterhin notwendig sein.Zusätzlich beeinflussen weitere Faktoren das Ergebnis maßgeblich, darunter:
- die Druckerkalibrierung
- das verwendete Material
- sowie der aktuelle Softwarestand
Empfohlene Einstellungen in Bambu Studio
Die nachfolgenden Bilder zeigen unsere bewährten Einstellungen zum Drucken mit Trennschichten in Bambu Studio.
(Softwarestand: Version 2.5.3.61)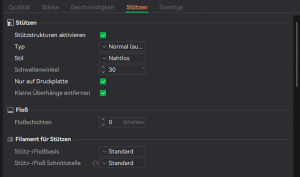
Möglichkeit 3
Bei der Verwendung des genannten „Oberen Z-Abstandes“, hat sich gezeigt, dass eine konstruktive Lösung (besonders bei recht großen Überhangsflächen) noch bessere Ergebnisse erzielt, als bei Nutzung von Slicer-Stützstrukturen!
Hierfür werden Bereiche, welche im Slicer normalerweise Stützen erzeugen, während der Konstruktion selbst, schon mit Geometrien „unterfüttert“ und der Abstand der Sützgeometrie ebenfalls mit einer Distanz von 0,29 mm, zum Hauprtdruckobjekt konstruiert. Umlaufende Vertikale Abstände zur Hauptdruckobjekt sollten mit mindestens 1 mm konstruiert werden, da sie das Entfernen und herausbrechen erleichtern.
Je nach eigenem Infilleinstellungen ist der Materialverbrauch nur minimal unterschiedlich, jedoch reduziert sich je nach Infillmuster sogar die Druckzeit geringfügig, da der Drucker anders als bei einer Buamstruktur mit vielen kleinen Ästen, weniger Sprünge (Z-Hops) und Verfahrwege vollführen muss.
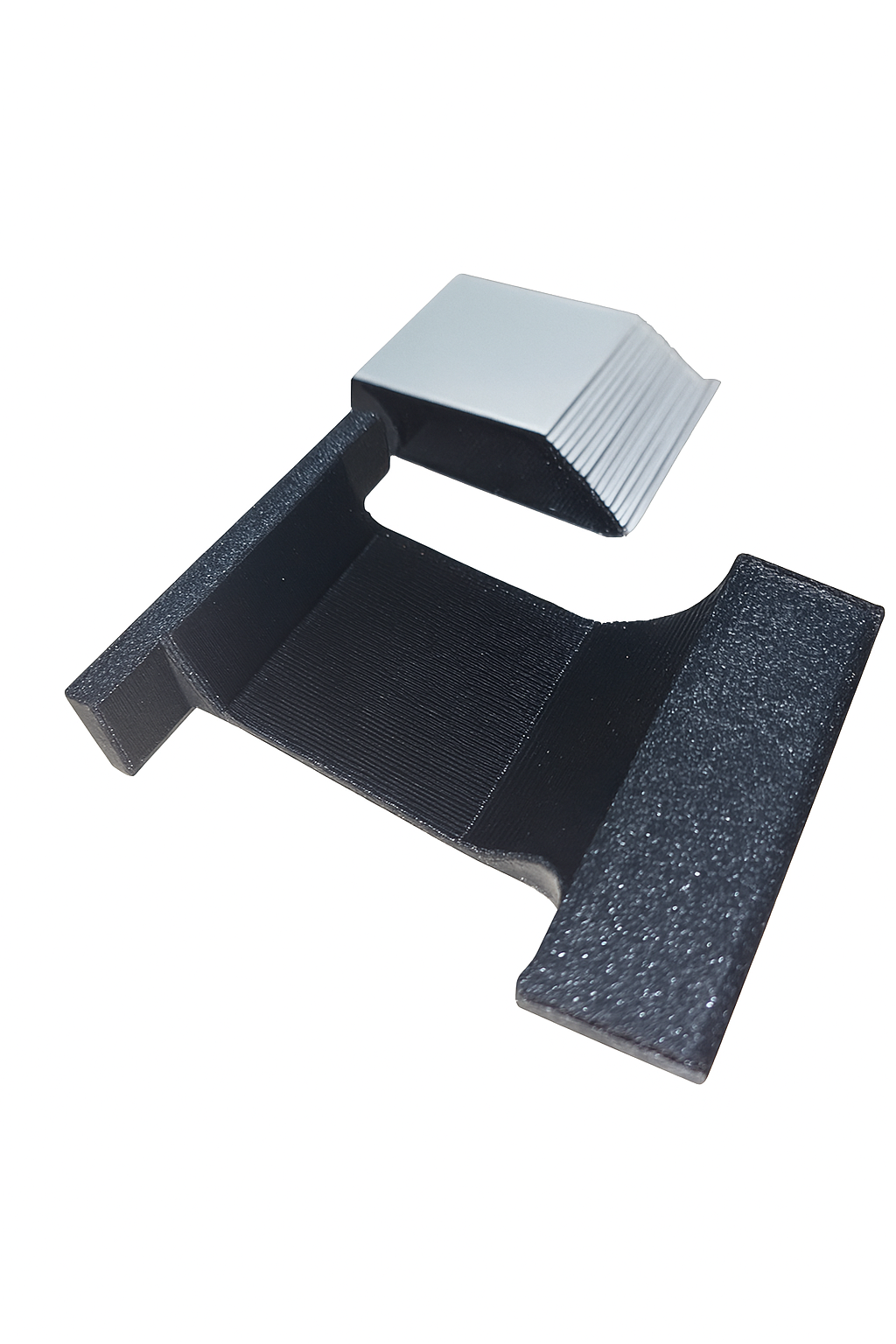
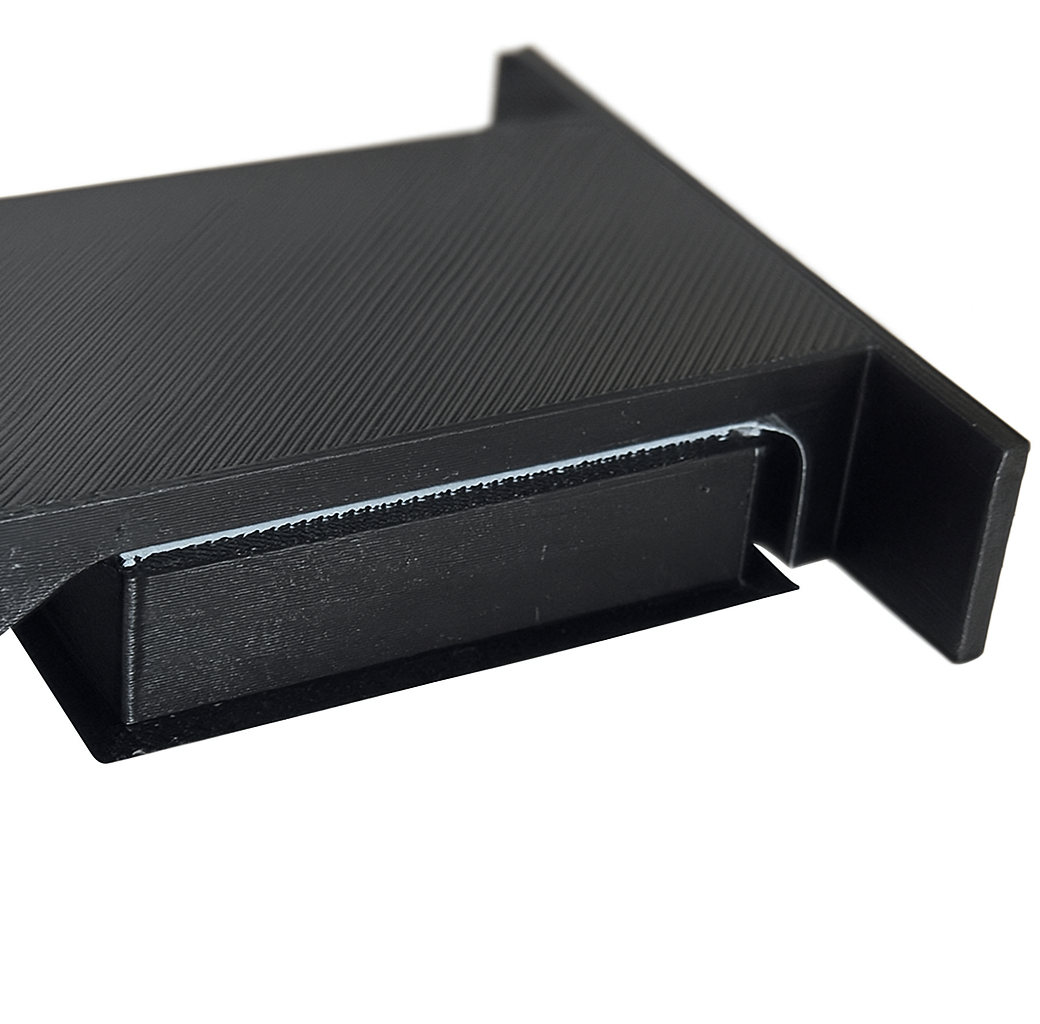
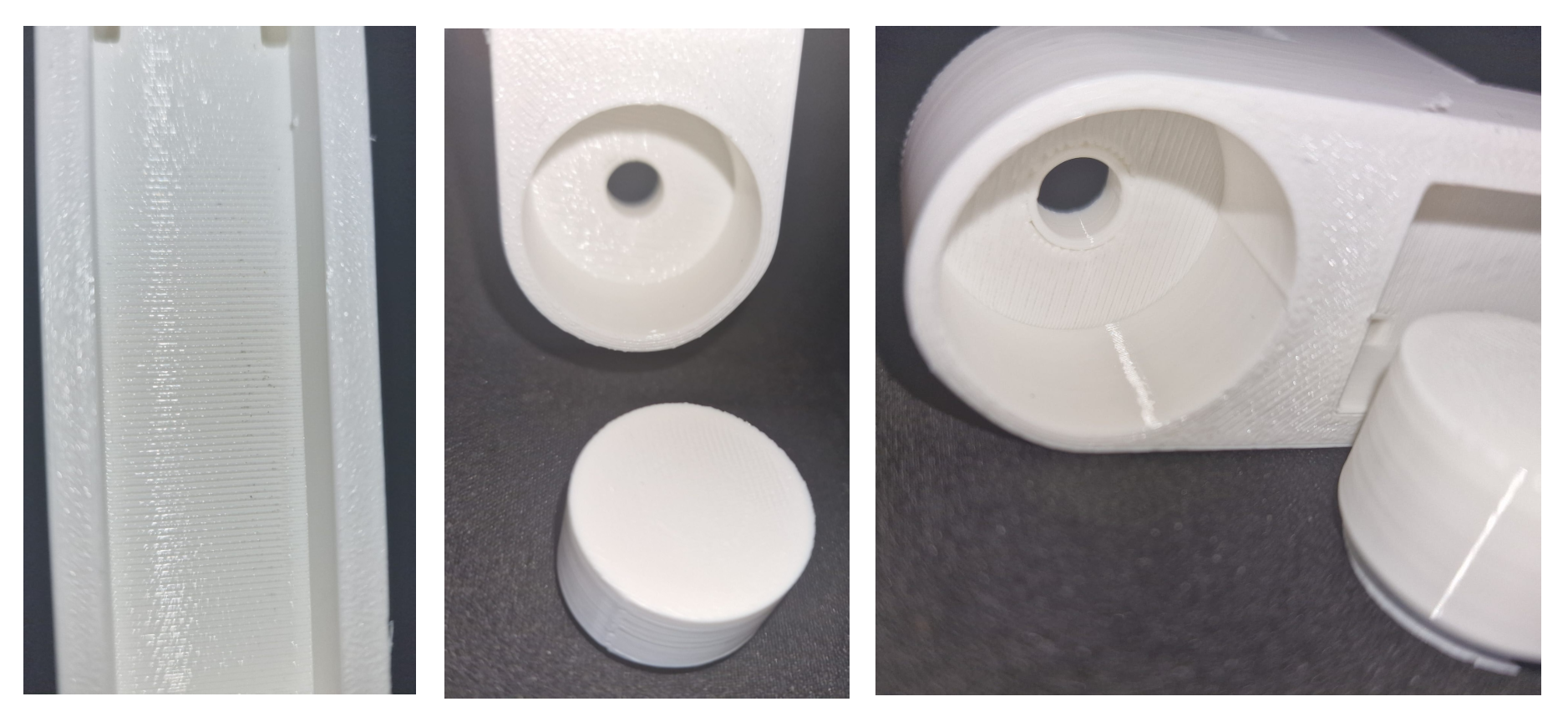
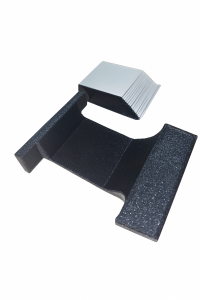
Das nachstehende Bild zeigt eine Stütze (mittig) einer Wandhalterung.

Der konstruierte, rechteckige Stützbereich wurde entfernt, die Rund sowie Mutterbereichsstütze ist noch vorhanden 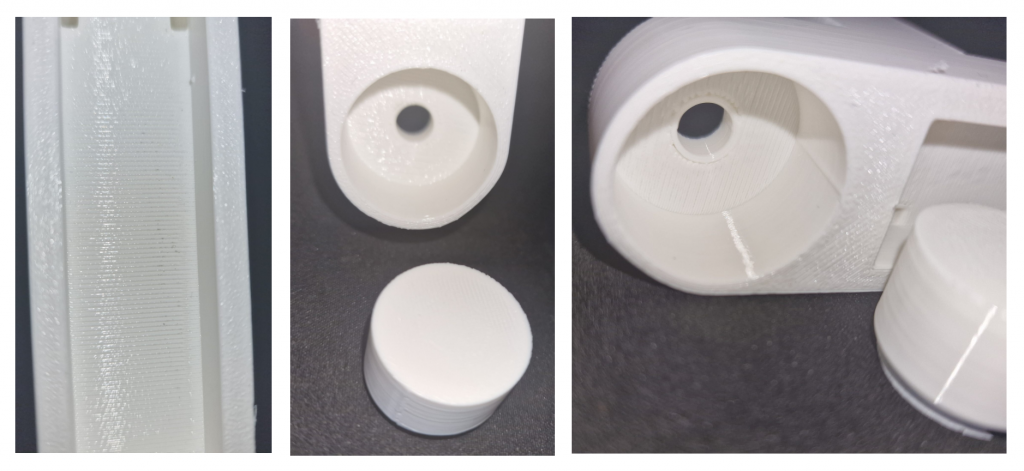
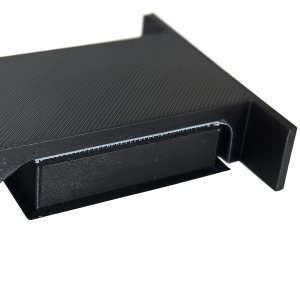
Überhänge nach dem entfernen der Konstruktionsstützen