
Sicher jeder im 3D-Druck hatte schon einmal dieses Thema! Flächen von Überhängen sehen nicht wirklich schön aus und müssen eventuell nachgeschliffen werden. Bei Objekten mit speziellen Materialien wirkt sich das oft negativ auf die Sichtflächen aus. Glänzende Objekte werden an den Schleifstellen stumpf und matt, durchsichtige Drucke werden milchig und Farben verlieren ihren Effekt.
Die Lösung ist eigentlich recht simpel. Mit optimierten Einstellungen im Slicer oder kostruktiven Lösungen kann man deutlich bessere Ergenisse erzielen, welche ein Nachbearbeiten oft unnötig machen.
Hier sind unsere 2 Beispiele aufgeführt, wie wir dieses Problem effektiv gelöst haben.
Möglichkeit 1
Optimale Slicereinstellungen für das jeweilige Filament sind Grundvoraussetzung bei der Nutzung von Stützstrukturen. Sie erleichtern das Lösen und sorgen für glatte Flächen. Wie sich aus der Praxis zeigt, um Stützen leicht zu entfernen su können, sind gar nicht soviel Bedingungen notwendig. Neben den Einstellungen für den „Oberen Z-Abstand“ und den oberen und unteren Schalenschichten, hat sich die Baumstruktur als „am effizientesten“ erwiesen.
|
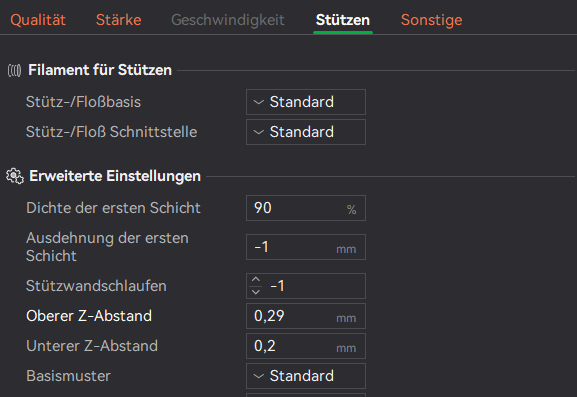
| Unsere Einstellungen für das Bambu-Studio Wärend wir die meisten Einstellungen auf „Standard“ belassen können, setzen wir den oberen Z-Abstand auf 0,29 mm. Dies sorgt dafür das sich Stützen leicht lösen und eventuelle Layerreste leicht entfernen lassen!
|
Möglichkeit 2
Auch bei der Verwendung der Einstellungen aus Möglichkeit 1, mit denen sich rund 90 % aller Strukturen problemlos drucken lassen, gibt es dennoch Sonderfälle. Einige Druckteile weisen extrem großflächige Überhänge auf und müssen aufgrund der notwendigen Druckausrichtung zur Gewährleistung der Bauteilstabilität zwingend richtungsgebunden gefertigt werden.
Die Herangehensweise unterscheidet sich grundlegend von herkömmlichen Stützstruktur‑Strategien, denn das AMS ermöglicht das sogenannte „Drucken mit Trennschichten“.
Dabei werden zunächst Einstellungen gewählt, bei denen die Support‑Struktur direkt bis unter das Bauteil gedruckt wird. Anschließend erfolgt ein Materialwechsel, bei dem die oberste Schicht des Supports mit einem Fremdmaterial gedruckt wird. Die Wahl dieses Fremdmaterials ist abhängig vom verwendeten Druckobjektmaterial. Beispielsweise bilden PETG und PLA einen sehr guten Material‑Gegensatz, der sich hervorragend für diesen Zweck eignet. Werden diese Materialien jeweils wechselseitig als Trennschicht eingesetzt, lassen sie sich besonders sauber und zuverlässig vom eigentlichen Druckobjekt lösen, da dieses Material nicht mit dem eigentlichen Druckmaterial des Bauteils vermilzt.
Der entscheidende Vorteil zeigt sich beim darauffolgenden Schritt:
Der erste Layer des Überhangs wird nun wieder auf einem Qualitätsniveau gedruckt, as mit dem Druck auf der Druckplatte vergleichbar ist – ein enormer Gewinn für Oberflächenqualität und Maßhaltigkeit.
 |  |
Voraussetzungen und wichtige Hinweise
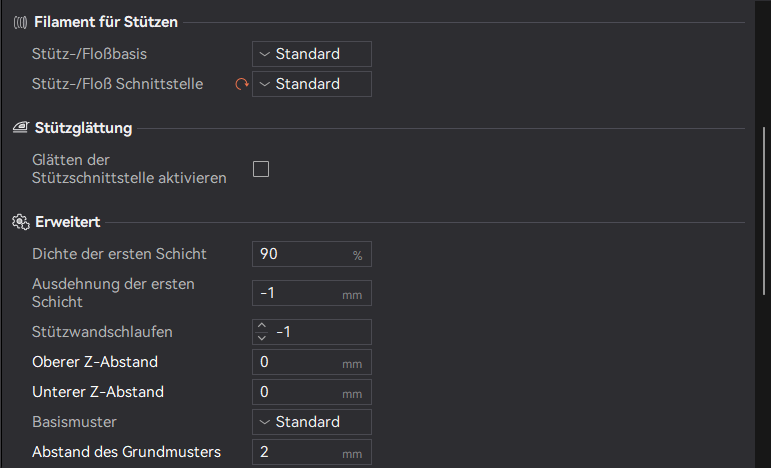
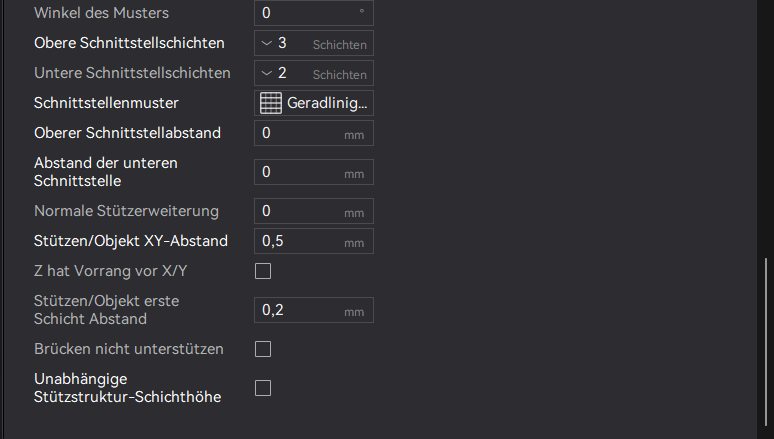
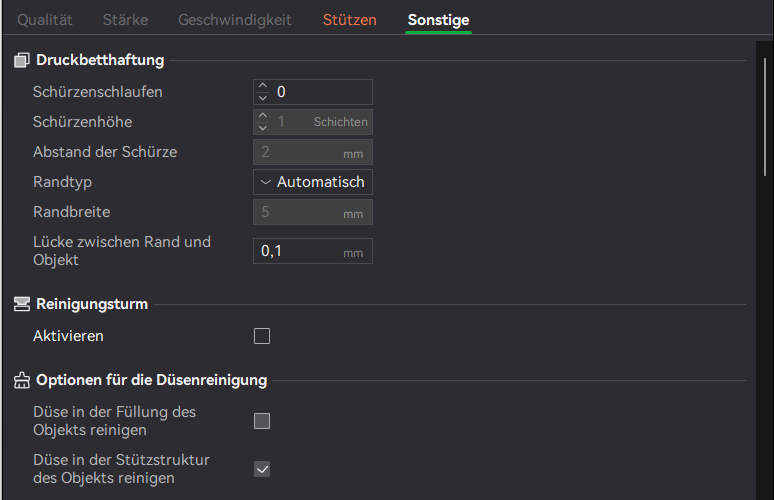
Damit dieses Verfahren zuverlässig funktioniert, sind jedoch spezielle Einstellungen zwingend erforderlich. Die von uns verwendeten Einstellungen für den Bambu Lab P1S, die Sie in den nachfolgenden Bildern finden, stellen hierfür bei baugleichen Geräten eine sehr gute Ausgangsbasis dar.
Auch diese Einstellungen sind kein Allheilmittel.
Abhängig vom jeweiligen Druckobjekt kann eine Feinjustierung, ebenso wie das manuelle Hinzufügen von Aufmalstützen, weiterhin notwendig sein.
Zusätzlich beeinflussen weitere Faktoren das Ergebnis maßgeblich, darunter:
- die Druckerkalibrierung
- das verwendete Material
- sowie der aktuelle Softwarestand
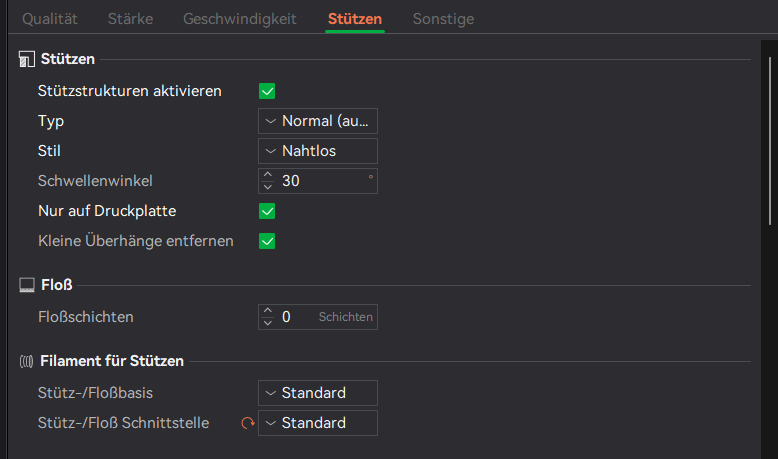
Empfohlene Einstellungen in Bambu Studio
Die nachfolgenden Bilder zeigen unsere bewährten Einstellungen zum Drucken mit Trennschichten in Bambu Studio.
(Softwarestand: Version 2.5.3.61)
|
Möglichkeit 3
Bei der Verwendung des genannten „Oberen Z-Abstandes“, hat sich gezeigt, dass eine konstruktive Lösung (besonders bei recht großen Überhangsflächen) noch bessere Ergebnisse erzielt, als bei Nutzung von Slicer-Stützstrukturen!
Hierfür werden Bereiche, welche im Slicer normalerweise Stützen erzeugen, während der Konstruktion selbst, schon mit Geometrien „unterfüttert“ und der Abstand der Sützgeometrie ebenfalls mit einer Distanz von 0,29 mm, zum Hauprtdruckobjekt konstruiert. Umlaufende Vertikale Abstände zur Hauptdruckobjekt sollten mit mindestens 1 mm konstruiert werden, da sie das Entfernen und herausbrechen erleichtern.
Je nach eigenem Infilleinstellungen ist der Materialverbrauch nur minimal unterschiedlich, jedoch reduziert sich je nach Infillmuster sogar die Druckzeit geringfügig, da der Drucker anders als bei einer Buamstruktur mit vielen kleinen Ästen, weniger Sprünge (Z-Hops) und Verfahrwege vollführen muss.
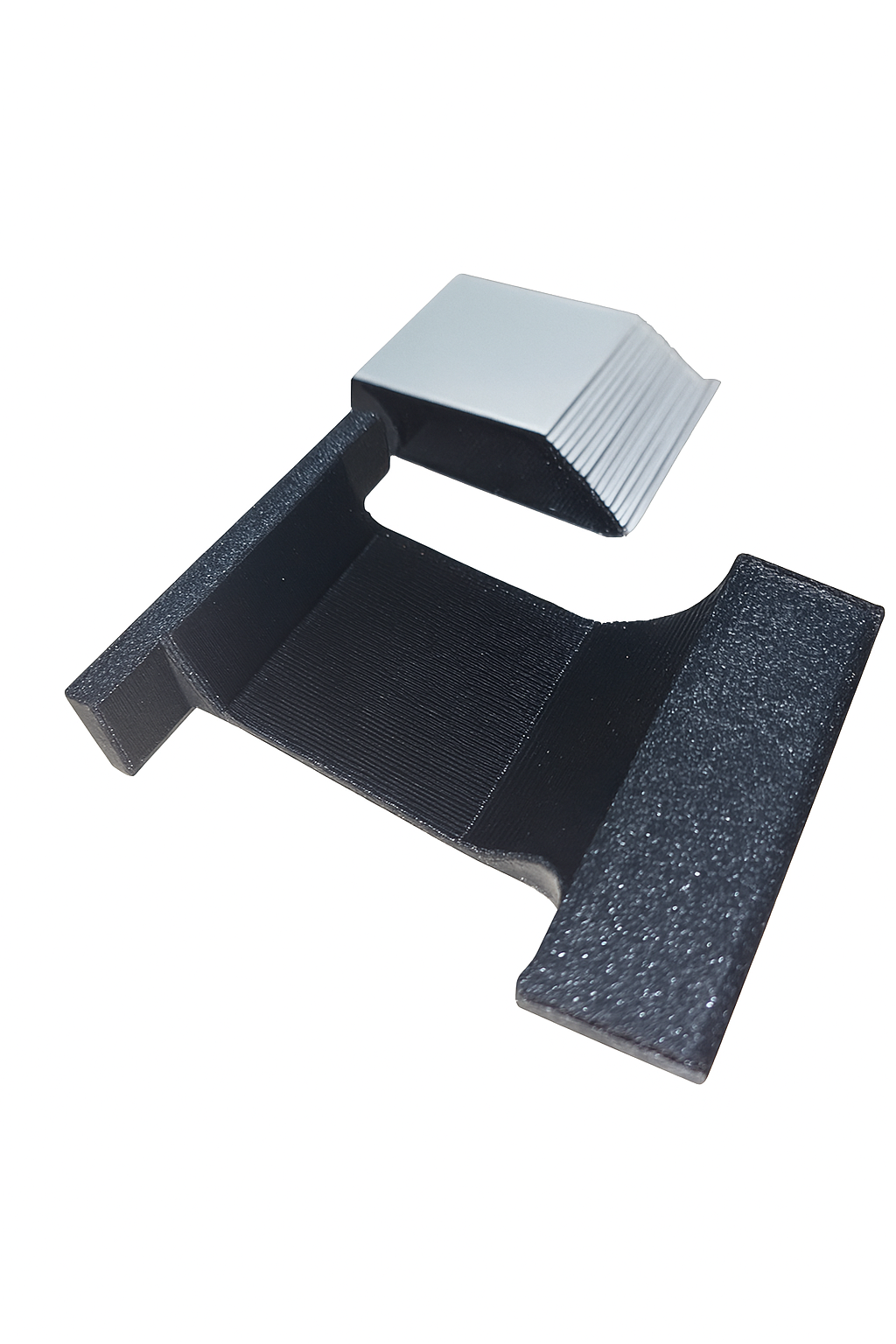
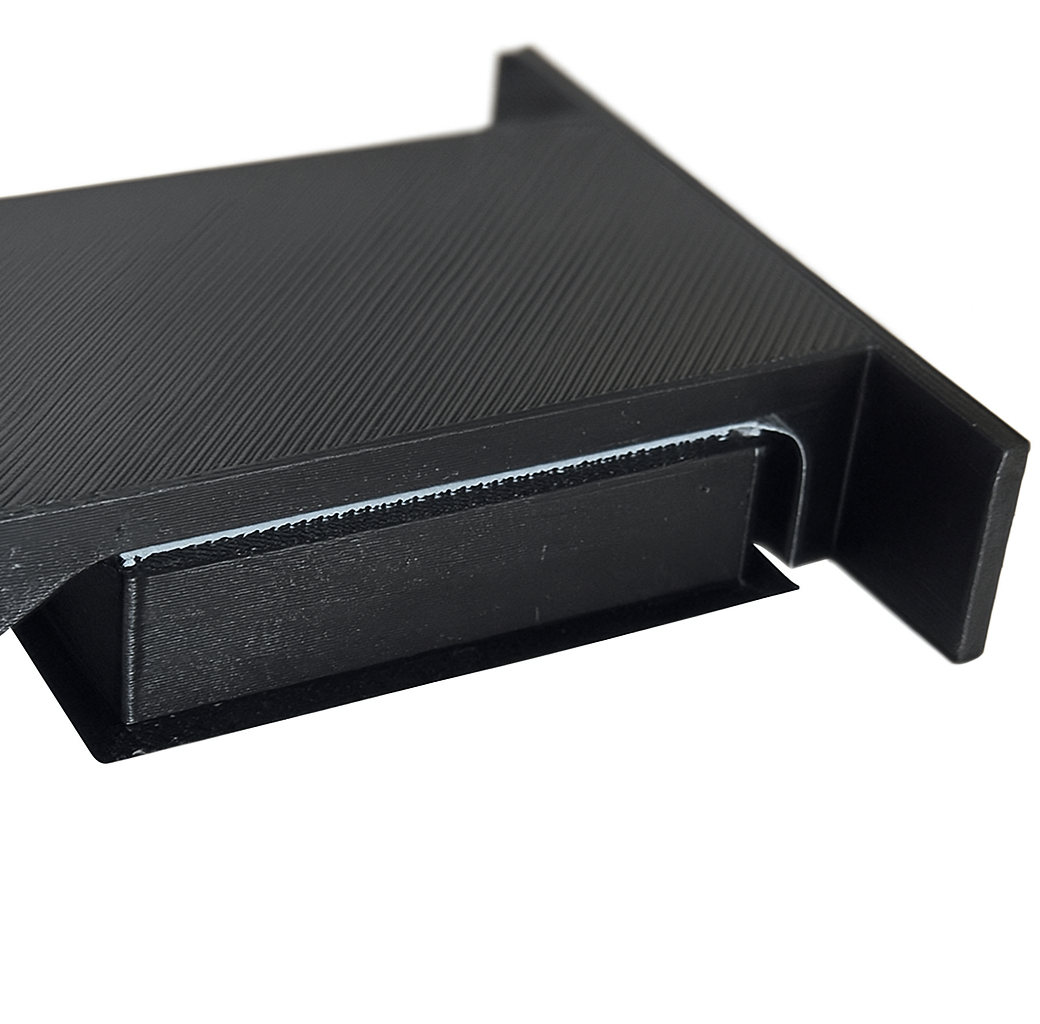
Das nachstehende Bild zeigt eine Stütze (mittig) einer Wandhalterung.

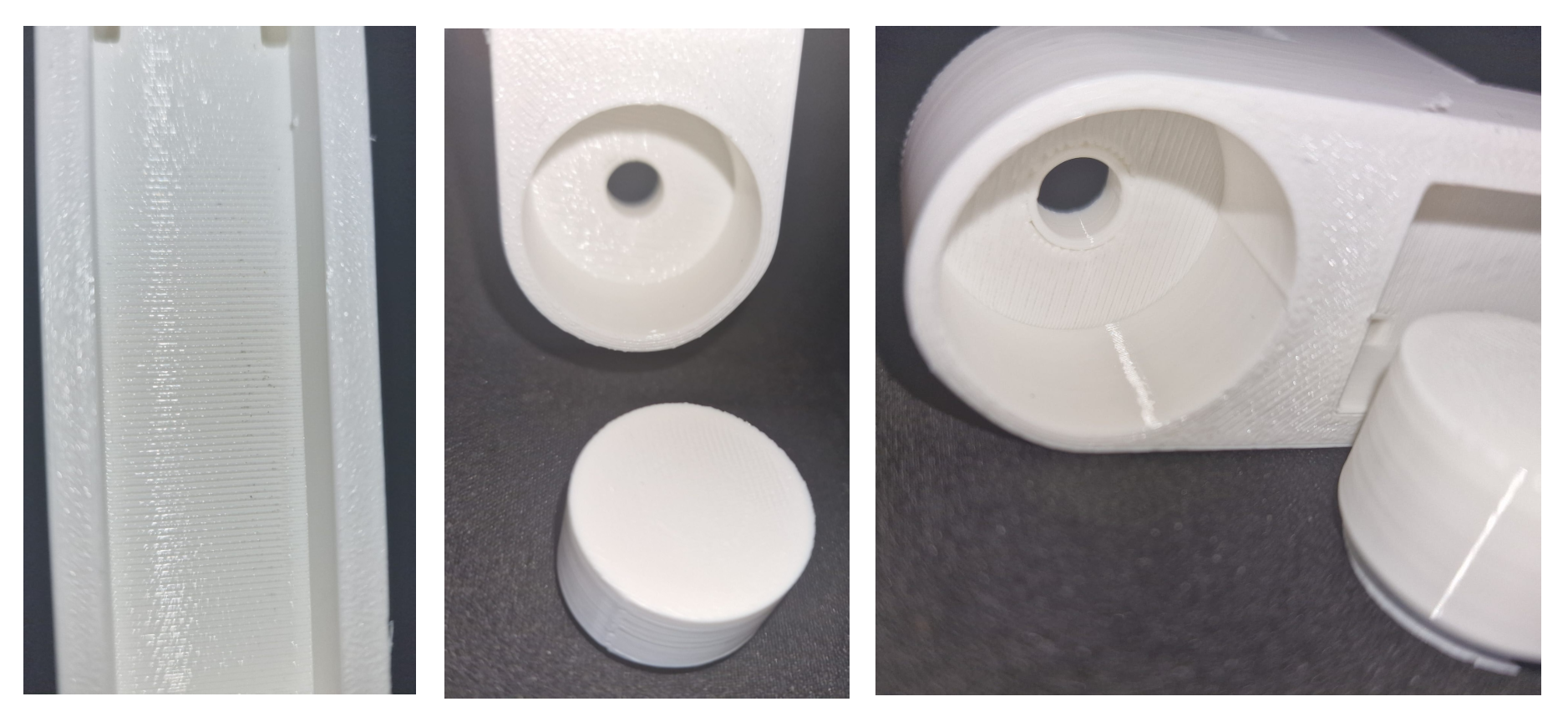
Überhänge nach dem entfernen der Konstruktionsstützen